

Linie de producție a soluției de dializă peritoneală (CAPD)




NoastreLinie de producție a soluției de dializă peritoneală, cu structură compactă, ocupând spațiu mic. Și diverse date pot fi ajustate și salvate pentru sudare, imprimare, umplere, CIP și SIP, cum ar fi temperatura, timpul, presiunea, și pot fi imprimate după cum este necesar. Acționarea principală este combinată cu servomotor și curea sincronă, pentru poziționare precisă. Debitmetrul masic avansat asigură o umplere precisă, iar volumul poate fi ajustat cu ușurință prin interfața om-mașină.
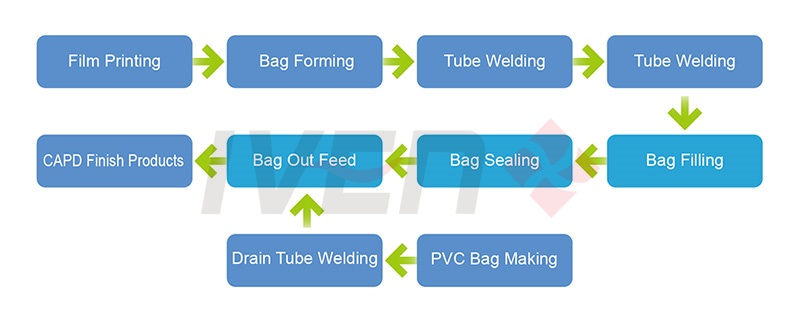
Pentru imprimarea, formarea, umplerea și sigilarea pungilor cu soluție CAPD, sudarea tuburilor, mașină de fabricat pungi din PVC.

Sudarea periferică cu structură de matriță dublă deschisă și matriță de fluctuație echipată cu placă de răcire, asigură aceeași temperatură a matriței de fluctuație și asigură că echipamentul din procesul de turnare și oprirea nu va coace materialul cu membrană fierbinte; Îmbunătățește calitatea produsului.
Țeava de încălzire și termocuplul sunt realizate din placa de încălzire din aliaj de aluminiu, încălzirea și transferul de căldură sunt uniforme, controlul temperaturii este precis, pierderea de căldură este redusă, nu va apărea temperatura reală și temperatura afișată nu este consistentă, pentru a asigura rata de calificare a sudării.
Utilizare 100% a foliei, fără margini reziduale între pungi și grupuri.
Matrița de formare este special concepută. Ultima pungă formată din primul grup va fi tăiată împreună cu prima pungă formată din al doilea grup. Este utilă pentru tragerea foliei la întinderea pungilor. Un singur sistem poate garanta că întinderea foliei și a pungii se pot face sincron. (garantează aceeași lungime a foliei întinse de fiecare dată între fiecare grup, adică nu există margini de deșeu între diferitele grupuri - producătorii autohtoni există margini de deșeu între fiecare grup.)
La schimbarea matriței pentru diferite specificații ale produselor, este necesară schimbarea doar a matriței superioare. Matrița inferioară este o matriță generală reglabilă, ceea ce poate economisi considerabil timpul de depanare a înlocuirii. Matrița de formare este realizată din materiale speciale și prin procese speciale ale producătorilor de matrițe speciale, garantând că nu marchează calitatea și durata de viață a 100 de milioane de saci.
Conform caracteristicilor sudării plasticului, sudarea la rece trebuie efectuată imediat după două suduri la temperatură înaltă. Acest lucru poate asigura fermitatea sudurii plasticului și îi conferă un aspect plăcut. Prin urmare, al doilea orificiu de sudură necesită sudare la rece, cu o temperatură de sudare egală cu temperatura reală a apei de răcire (15ºC-25ºC), timpul și presiunea fiind reglabile.
Cu un design brevetat, stația de îndepărtare a marginilor deșeurilor este simplă și fiabilă, cu o rată de trecere ridicată de până la 99% și peste. Tijele de ghidare superioare și inferioare fixează folia deșeurilor după formarea sacului și o rup cu ajutorul unui cilindru de ghidare, pentru a finaliza formarea sacului. Marginea triunghiulară a deșeurilor este colectată de un dispozitiv special. Stația automată de îndepărtare a marginilor deșeurilor nu numai că poate reduce efectele negative ale ruperii artificiale, dar poate asigura și o formă frumoasă a sacului.
Adoptați măsurarea debitmetrului masic E + H și sistemul de umplere la înaltă presiune.
O pompă de control al frecvenței controlează presiunea, utilizează țeavă din silicon medical rezistentă la înaltă presiune pentru a conecta conducta, întreținere ușoară, fără curățare a zonei moarte.
Precizie ridicată de umplere, fără pungă și fără pungă calificată, fără umplere.
Capetele de umplere adoptă o tehnologie brevetată de etanșare netedă a suprafeței, fără contact cu pereții orificiilor, deci fără frecare care să genereze particule; de asemenea, se evită revărsarea soluției cauzată de schimbarea dimensiunii orificiilor, ceea ce face ca acestea să nu fie etanșate de capetele de umplere.
Adoptă un control PLC avansat și o metodă integrată a terminalului de valve, circuit simplu, reacție rapidă la operare, funcționare sigură și fiabilă. Partea de umplere este integrată cu partea de etanșare într-o singură unitate, necesitând doar un sistem de control electric și o unitate de operare cu interfață om-mașină; se reduce cel puțin un operator, se evită dezavantajele precum incompatibilitatea dintre doi operatori și se crește siguranța și fiabilitatea echipamentului.
Ecran tactil care operează cu precizie toate comenzile de temperatură. Prezintă fluctuații mici în momentele de pornire și oprire, toleranța putând fi de ±1℃.
Panoul de imprimare este instalat pe placa de aluminiu cu un șurub de oțel inoxidabil, evitați slăbirea filetului găurii pe placă după o utilizare îndelungată.
Rola de film este poziționată prin tensiune uniformă pe 4 laturi pentru a asigura tensiunea și rularea lină a rolei de film. Rola de film, stânga și dreapta, este fixată de o placă de poziționare reglabilă, pentru a asigura viteza și precizia de alimentare.
Stația de preîncălzire și stația de sigilare termică adoptă o sondă cu ac cu arc pentru a detecta temperatura matriței, instalare și dezasamblare convenabilă, dificultăți de rupere, toleranță de ± 0,5 ℃.
Schimbați modul de poziționare a etanșării pentru a proteja cilindrul, evitați încălzirea pe termen lung a acestuia.
Cablare externă profesională, separați firele după diferite clasificări, aspect plăcut și întreținere convenabilă.
Fixați matrița inferioară, dar păstrați placa de răcire pentru a proteja pelicula atunci când mașina se oprește.
Sigilarea termică înconjurătoare adoptă o matriță specială, instalând placa de răcire a matriței superioare cu arc.
Adăugați sistemul automat de alimentare pentru a rezolva problema blocării și blocării, reducând intensitatea muncii. Adăugați dispozitivul ionic de curățare și recuperare a vântului pentru a îmbunătăți claritatea produsului.



